

产品中心
PRODUCT CENTER

 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~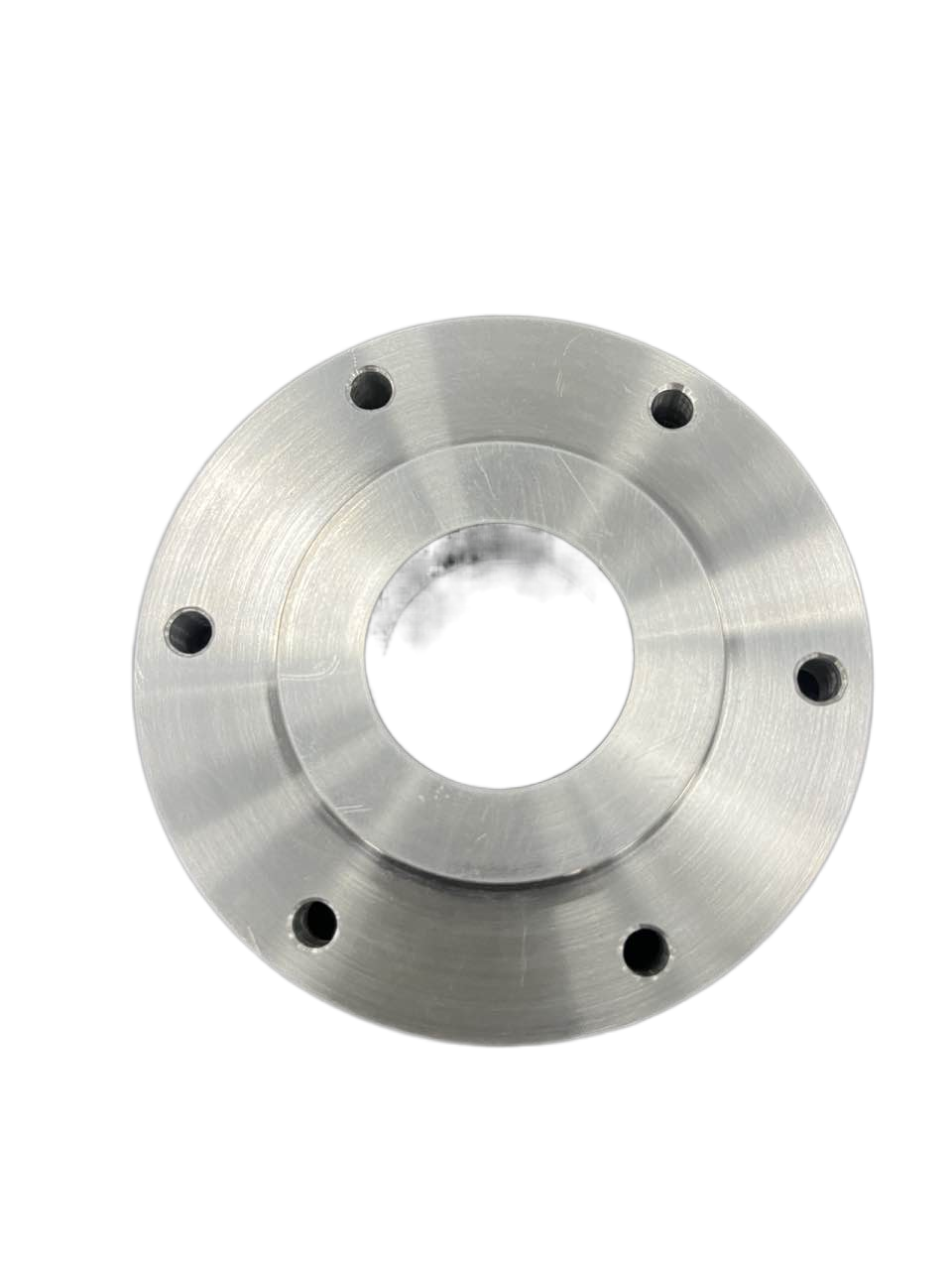
机加钻孔、扩孔铰孔的区别:
扩孔是用扩孔钻对已经钻出、铸出或锻出的孔作进一步加工,以扩大孔径并提高孔的加工质量,扩孔加工既可以作为精加工孔前的预加工,也可以作为要求不高的孔的终端加工。扩孔钻与麻花钻相似,但刀齿数较多,没有横刃。
与钻孔相比,扩孔具有下列特点:(1)扩孔钻齿数多(3~8个齿)、导向性好,切削比较稳定;(2)扩孔钻没有横刃,切削条件好;(3)加工余量较小,容屑槽可以做得浅些,钻芯可以做得粗些,刀体强度和刚性较好。扩孔加工的精度一般为IT11~IT10级,表面粗糙度Ra为12.5~6.3。扩孔常用于加工直径小于Ф100mm 的孔。在钻直径较大的孔时(D ≥30mm ),常先用小钻头(直径为孔径的0.5~0.7倍)预钻孔,然后再用相应尺寸的扩孔钻扩孔,这样可以提高孔的加工质量和生产效率。
扩孔除了可以加工圆柱孔之外,还可以用各种特殊形状的扩孔钻(亦称锪钻)来加工各种沉头座孔和锪平端面示。锪钻的前端常带有导向柱,用已加工孔导向。
3.铰孔
铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。
1)铰刀
铰刀一般分为手用铰刀及机用铰刀两种。手用铰刀柄部为直柄,工作部分较长,导向作用较好,手用铰刀有整体式和外径可调整式两种结构。机用铰刀有带柄的和套式的两种结构。铰刀不仅可加工圆形孔,也可用锥度铰刀加工锥孔。
2)铰孔工艺及其应用
铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,切削刃很快被磨钝,不易获得光洁的加工表面,尺寸公差也不易保证;余量太小,不能去掉上工序留下的刀痕,自然也就没有改善孔加工质量的作用。一般粗铰余量取为0.35~0.15mm,精铰取为01.5~0.05mm。
为避免产生积屑瘤,铰孔通常采用较低的切削速度(高速钢铰刀加工钢和铸铁时,v <8m/min)进行加工。进给量的取值与被加工孔径有关,孔径越大,进给量取值越大,高速钢铰刀加工钢和铸铁时进给量常取为0.3~1mm/r。
铰孔时必须用适当的切削液进行冷却、润滑和清洗,以防止产生积屑瘤并及时清理切屑。与磨孔和镗孔相比,铰孔生产率高,容易保证孔的精度;但铰孔不能校正孔轴线的位置误差,孔的位置精度应由前工序保证。铰孔不宜加工阶梯孔和盲孔。
铰孔尺寸精度一般为IT9~IT7级,表面粗糙度Ra一般为3.2~0.8 。对于中等尺寸、精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。
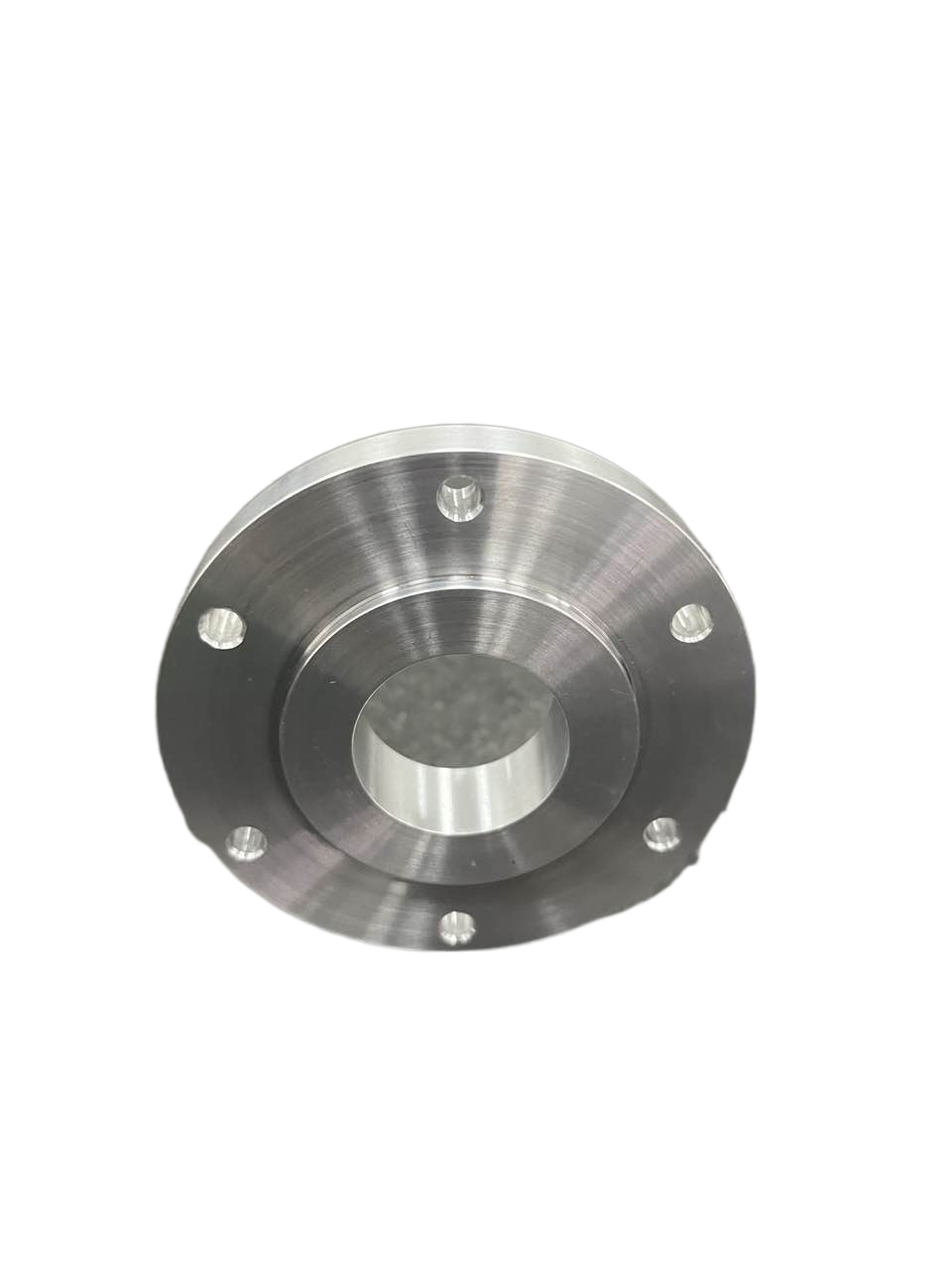
机加钻孔、扩孔铰孔的区别:
扩孔是用扩孔钻对已经钻出、铸出或锻出的孔作进一步加工,以扩大孔径并提高孔的加工质量,扩孔加工既可以作为精加工孔前的预加工,也可以作为要求不高的孔的终端加工。扩孔钻与麻花钻相似,但刀齿数较多,没有横刃。
与钻孔相比,扩孔具有下列特点:(1)扩孔钻齿数多(3~8个齿)、导向性好,切削比较稳定;(2)扩孔钻没有横刃,切削条件好;(3)加工余量较小,容屑槽可以做得浅些,钻芯可以做得粗些,刀体强度和刚性较好。扩孔加工的精度一般为IT11~IT10级,表面粗糙度Ra为12.5~6.3。扩孔常用于加工直径小于Ф100mm 的孔。在钻直径较大的孔时(D ≥30mm ),常先用小钻头(直径为孔径的0.5~0.7倍)预钻孔,然后再用相应尺寸的扩孔钻扩孔,这样可以提高孔的加工质量和生产效率。
扩孔除了可以加工圆柱孔之外,还可以用各种特殊形状的扩孔钻(亦称锪钻)来加工各种沉头座孔和锪平端面示。锪钻的前端常带有导向柱,用已加工孔导向。
3.铰孔
铰孔是孔的精加工方法之一,在生产中应用很广。对于较小的孔,相对于内圆磨削及精镗而言,铰孔是一种较为经济实用的加工方法。
1)铰刀
铰刀一般分为手用铰刀及机用铰刀两种。手用铰刀柄部为直柄,工作部分较长,导向作用较好,手用铰刀有整体式和外径可调整式两种结构。机用铰刀有带柄的和套式的两种结构。铰刀不仅可加工圆形孔,也可用锥度铰刀加工锥孔。
2)铰孔工艺及其应用
铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,切削刃很快被磨钝,不易获得光洁的加工表面,尺寸公差也不易保证;余量太小,不能去掉上工序留下的刀痕,自然也就没有改善孔加工质量的作用。一般粗铰余量取为0.35~0.15mm,精铰取为01.5~0.05mm。
为避免产生积屑瘤,铰孔通常采用较低的切削速度(高速钢铰刀加工钢和铸铁时,v <8m/min)进行加工。进给量的取值与被加工孔径有关,孔径越大,进给量取值越大,高速钢铰刀加工钢和铸铁时进给量常取为0.3~1mm/r。
铰孔时必须用适当的切削液进行冷却、润滑和清洗,以防止产生积屑瘤并及时清理切屑。与磨孔和镗孔相比,铰孔生产率高,容易保证孔的精度;但铰孔不能校正孔轴线的位置误差,孔的位置精度应由前工序保证。铰孔不宜加工阶梯孔和盲孔。
铰孔尺寸精度一般为IT9~IT7级,表面粗糙度Ra一般为3.2~0.8 。对于中等尺寸、精度要求较高的孔(例如IT7级精度孔),钻—扩—铰工艺是生产中常用的典型加工方案。
相关产品
RELATED PRODUCTS
")




